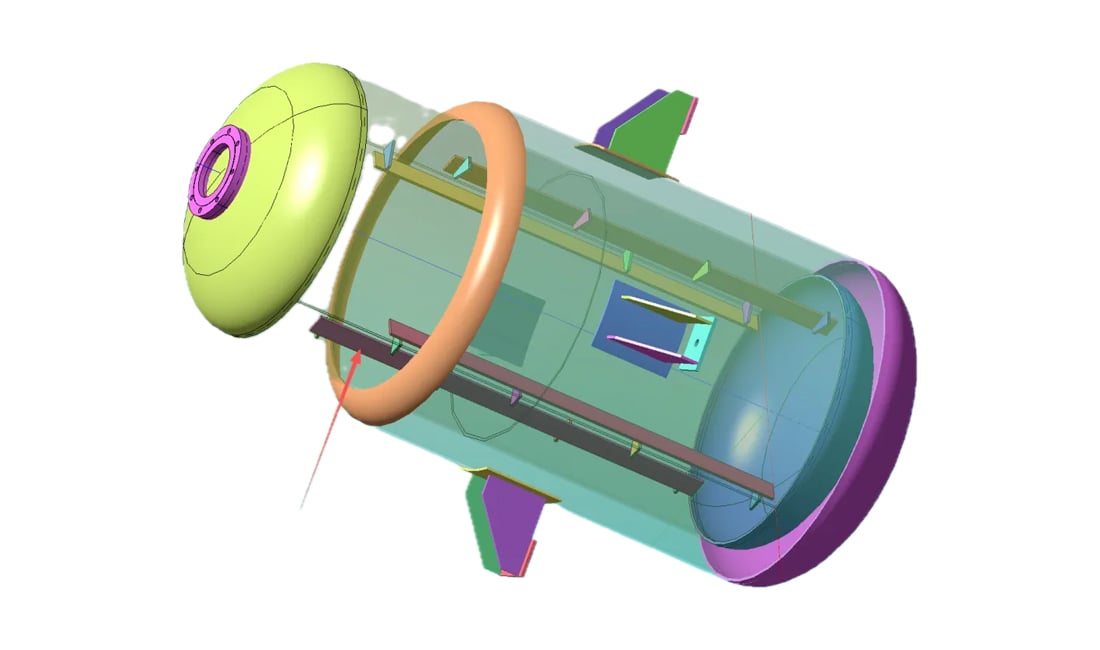
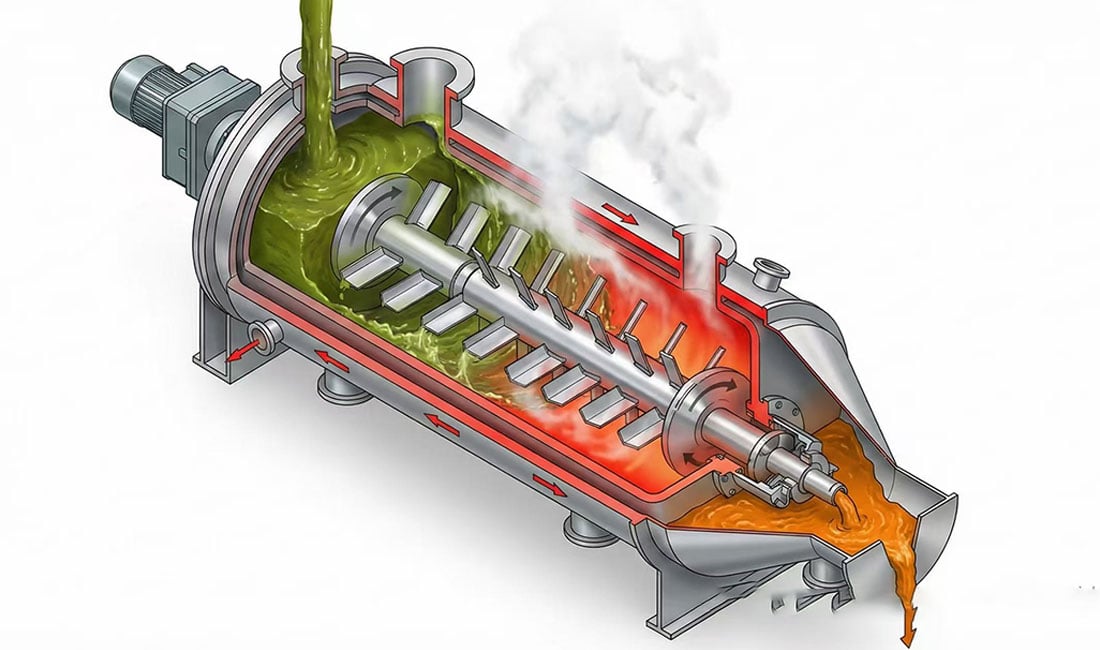
Reactor Internals
Hydroprocessing reactors in the refining and petrochemical industry require precise designs. Ekaislot has developed strong expertise in manufacturing and designing reactor internals, earning recognition from major licensors, oil companies, and EPC contractors.