Pressure Vessel Full-Category Manufacturing General Technical Specification Deep Summary Research Report

Jump to section
I. Core Category Technical Requirements Overview
This specification covers the four core pressure vessel equipment in the chemical industry, supplemented by general special requirements and exclusive standards for pharmaceutical-grade equipment, with corresponding 3D structural diagrams for intuitive display of equipment shapes, forming a closed-loop system for manufacturing and inspection across the entire process and categories.
II. General Technical Requirements by Category
Ⅰ. Reactor General Technical Requirements
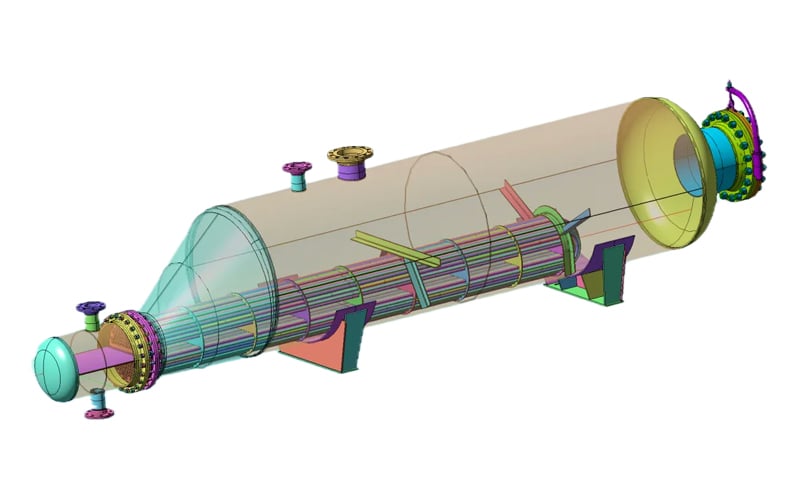
The 3D structure shows the overall structure of a horizontal reactor with an agitator shaft, internal support components, and external lifting lugs. The core requirements are as follows:
- Basic Assembly: Flange bolt holes are evenly distributed across the horizontal-vertical/south-north centerlines by default, and lifting lugs are only allowed to lift the equipment with no load.
- Material Inspection: Austenitic stainless steel heads are inspected according to GB/T 150.4-2024, and ferrite content is determined according to GB/T 1954-2008to be ≤25%. If exceeded, a heat treatment to restore performance is required.
- Precision Control: The verticality tolerance of the agitator flange and the mating surface is ≤1‰ of the flange outer diameter; the agitator must undergo a static balance test, with the radial deflection at the upper end of the shaft ≤0.5mm and the axial displacement ≤±0.2mm.
- Test Procedure: First, a pressure test of the inner container is conducted, followed by a pressure test of the jacket, with a water pressure chloride ion content ≤25mg/L. After assembly, a 30-minute trial run with water as a substitute for materials is conducted under normal pressure, with a filling volume of 80%~85% of the total volume, followed by a gradual increase in pressure to the design pressure and a hold time of ≥4 hours.
- Surface and Safety: The inner and outer surfaces of stainless steel are pickled and passivated, with no blue spots detected by the blue point method; the outer surface of carbon steel is blasted to Sa2.5 grade and then painted; the equipment’s static grounding resistance is ≤10Ω; regular inspections are conducted according to TSG 21-2016 to verify the conformity of the actual service life with the design life.
Ⅱ. Heat Exchanger General Technical Requirements
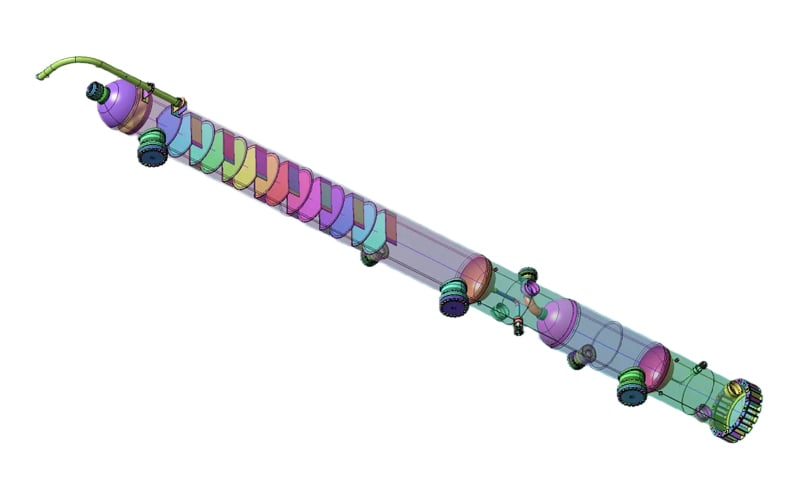
The 3D structure shows the structure of a shell-and-tube heat exchanger with tube bundles, tube boxes, and multiple tube openings N1~N4. The core requirements are as follows:
- Basic Assembly: Flange bolt holes are evenly distributed across the centerline by default, and tube box lifting lugs are only allowed to lift the tube box with no load, strictly prohibiting the lifting of the entire equipment; the verticality tolerance of the tube sheet sealing surface and the shell axis is 1mm.
- Heat Exchange Tube Management: Cold-drawn seamless tubes that meet GB/T 13296-2023 are used, not拼接, and meet the requirements of NB/T 47019.5-2021, with an outer diameter deviation of ±0.1mm and a wall thickness deviation of ±0.2mm, and are manufactured and accepted according to Class I tube bundles.
- Welding Inspection: The ferrite content of austenitic stainless steel heads and stainless steel expansion joints is the same as the reactor standard; the welding of heat exchange tubes and tube sheets is performed using argon arc welding with filler wire, at least two passes, with the starting points of the two passes offset by 120°, and 100% PT inspection (Class I) after each pass according to NB/T 47013.5-2015; the welds between the tube sheet and the shell course cylinder, and the welds between dissimilar materials are 100% PT inspected (Class I); the final closure weld is 100% UT inspected (Class B, Class I) according to NB/T 47013.3-2023.
- Test and Anti-Corrosion: First, a water pressure test of the shell course is conducted to check the tube heads, and after passing, a pressure test of the tube course is conducted, with a water pressure chloride ion content ≤25mg/L; the inner surface and tube heads of carbon steel tube bundles are protected with TH-901 or SHY-99 anti-corrosion coatings.
- Other Requirements: The pickling and passivation of stainless steel, static grounding, and regular inspection rules are the same as those for reactors.
Ⅲ. Tower General Technical Requirements
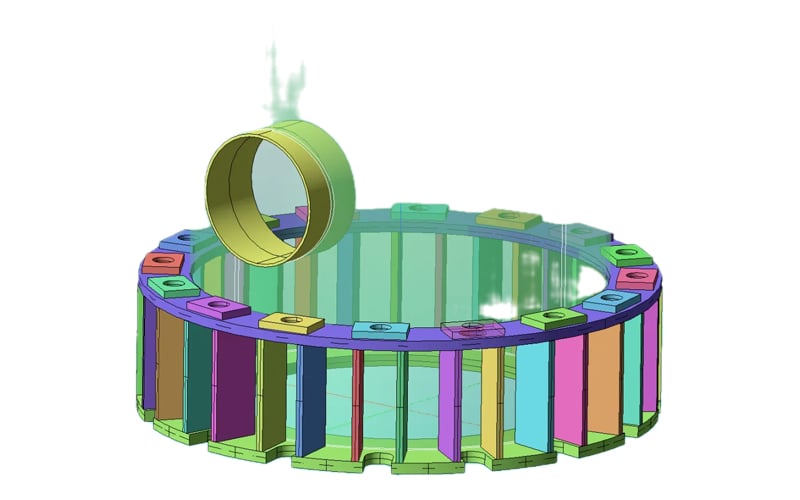
The 3D structure shows the structure of a vertical tower with multiple tower trays, multiple tube openings, and a skirt, as well as the detail diagram of the skirt connection ring. The core requirements are as follows:
- Geometric Accuracy Control: The roundness tolerance of the tower body is ≤1%Di, the straightness tolerance of the cylinder within any 3000mm length is ≤3mm, the total straightness tolerance is 27mm, and the installation verticality tolerance is ≤32mm; the flatness tolerance of the tower tray support ring is 3mm; the multi-position tolerance of the two connecting tubes of the level gauge is ≤1.5mm, and the verticality of the flange surface is ≤0.5/100 of the flange outer diameter.
- Assembly Process Control: The opening and welding of manholes and large pipe connections within 1500mm of the pre-segmented end face must be done after the welding of the girth weld; the insulation ring and accessories/welds can be moved up and down by 50mm or disconnected if they interfere; all external attachments of the overall heat-treated tower must be welded before heat treatment, and welding on the tower shell is strictly prohibited after heat treatment.
- Welding Inspection: Dissimilar material welds, skirt-to-head welds, and lifting lug welds are 100% PT inspected (Class I); the butt joints of shaft-type lifting lugs are 100% RT inspected (Class AB, Class II) according to NB/T 47013.2-2015, and other joints are 100% MT inspected (Class I) according to NB/T 47013.4-2015; the on-site welded closure welds are 100% RT+100% UT inspected, reaching Class II and Class I, respectively.
- Installation Requirements: The attached tower pipelines, ladders, and insulation layers must be installed at the same time as the tower, strictly prohibiting the bare tower standing on-site.
- Other Requirements: The layout of flange bolt holes, ferrite content control, water pressure chloride ion limit, surface treatment, static grounding, and regular inspection rules are the same as those for the first two types of equipment.
III. Special Technical Requirements for Chemical Equipment
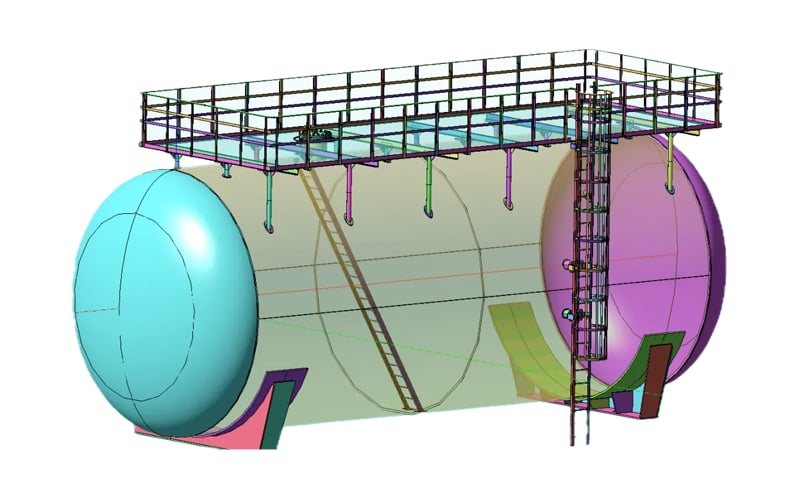
The 3D structure shows the auxiliary structure of a large pressure vessel with a top operating platform, straight ladder, and inclined ladder, with core material, welding, and inspection requirements exceeding general standards:
- Material Re-inspection and Performance: N10675 pressure elements are re-inspected according to TSG 21-2016; the microstructure of S25073 duplex steel is austenite-ferrite, with an austenite content of 40%~60%; the average longitudinal impact energy of 16Mn flange forgings at -20℃ is ≥41J, with one test piece allowed to be ≥16.8J; the average V-notch impact energy of 35CrMoA bolts at -35℃ is ≥41J, with one test piece allowed to be ≥29J.
- High-Precision Inspection: Austenitic stainless steel welds with a thickness >20mm are 100% PT inspected (Class I); stainless steel materials in contact with the medium are subjected to intergranular corrosion testing according to method E of GB/T 4334-2020, with no cracks after bending; after the water pressure test, helium leak testing is performed using a suction gun, with ≥10% helium filled, a test pressure of 0.1MPa, and a hold time of ≥30 minutes, with a leakage rate ≤1×10⁻⁶ Pa·m³/s being qualified.
- Assembly and Delivery: The inner surface, agitator shaft, and impeller of the equipment are polished to a level not lower than Ra0.8; all welds are continuously fully welded, with a rounded corner radius ≥3mm; carbon steel fasteners are coated with anti-rust agents, and stainless steel bolts are coated with molybdenum disulfide anti-galling; hot-dip galvanized coating of carbon steel live flanges is ≥70μm, and the coating of carbon steel standard parts is ≥50μm; the equipment is filled with dry nitrogen at 0.05MPa for protection upon delivery, with a 0° installation reference point marked, and the tube opening sealing surfaces are sealed with cover plates with rubber gaskets.
IV. General Technical Requirements for Pharmaceutical Equipment
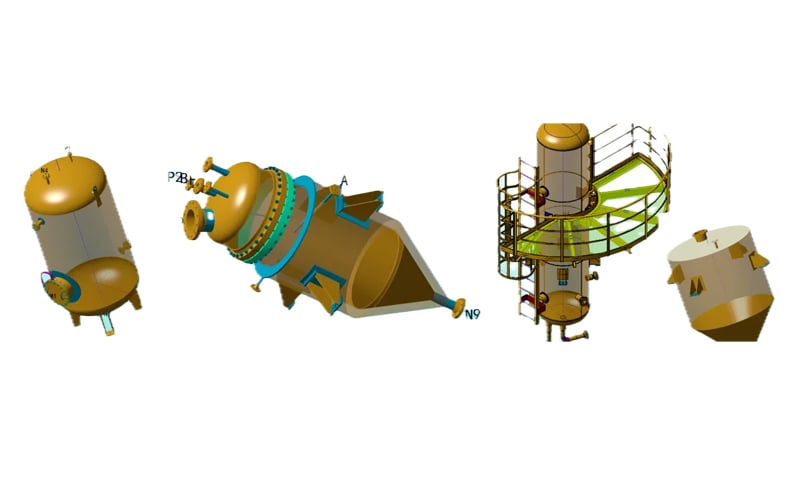
The 3D structure shows multiple pharmaceutical-grade tank bodies and crystallization equipment structures with external climbing ladders and platforms, with core requirements to meet the hygiene compliance requirements of pharmaceutical production:
- Polishing Level: The inner surface is mechanically and electrochemically polished to ≤Ra0.4μm, and the outer surface is mechanically polished to ≤Ra0.8μm with a brushed finish.
- Cleaning Validation: The drainage test and spray ball test are completed, referring to the ASME BPE standard to ensure 100% coverage of the inner surface, with pure water used for the test; after the water pressure test is passed, the inner and outer surfaces are rinsed with pure water.
- Compliance Control: Sealing materials in contact with the material comply with FDA 21CFR177 requirements; manholes and equipment flange corner welds are 100% PT inspected (Class I); 20% RT inspection of half-pipe jacket butt welds and 100% RT inspection of covered welds are both Class I.
- Detail Adaptation: The interference between the bottom valve outlet of the tank and the lower insulation shell must be verified in advance, and the insulation structure is adjusted as needed; the lifting lug only lifts the empty weight of the tank body, excluding the weight of the agitator.
V. Key Insights
- Common General Requirements Across All Categories: The four types of pressure vessels all have clear requirements for austenitic stainless steel ferrite content ≤25%, water pressure test chloride ion content ≤25mg/L, static grounding resistance ≤10Ω, and regular inspections according to TSG 21-2016, forming a unified basic safety baseline.
- Highly Standardized Welding Inspection System: All categories of dissimilar material and key accessory welds require 100% PT inspection (Class I), with additional UT, RT, and MT special inspections for different equipment based on structural characteristics, covering all welding risk points that cannot be visually verified.
- Separate Hygiene Closure for Pharmaceutical Equipment: From polishing precision, cleaning validation, and FDA-compliant sealing materials, fully matching the mandatory requirements of pharmaceutical production for no residue and easy disinfection.
Want to Know More About Our Products?
View All Products Now