Informe de investigación con análisis en profundidad sobre las especificaciones técnicas generales para la fabricación de recipientes a presión de todas las categorías
Saltar a la sección
I. Resumen de los requisitos técnicos de las categorías principales
La presente especificación abarca los cuatro tipos principales de equipos de recipientes a presión utilizados en la industria química, complementados con requisitos especiales generales y normas específicas para equipos de grado farmacéutico, junto con los correspondientes diagramas estructurales en 3D que permiten visualizar de forma intuitiva la forma de los equipos, lo que conforma un sistema cerrado para la fabricación y la inspección a lo largo de todo el proceso y en todas las categorías.
II. Requisitos técnicos generales por categoría
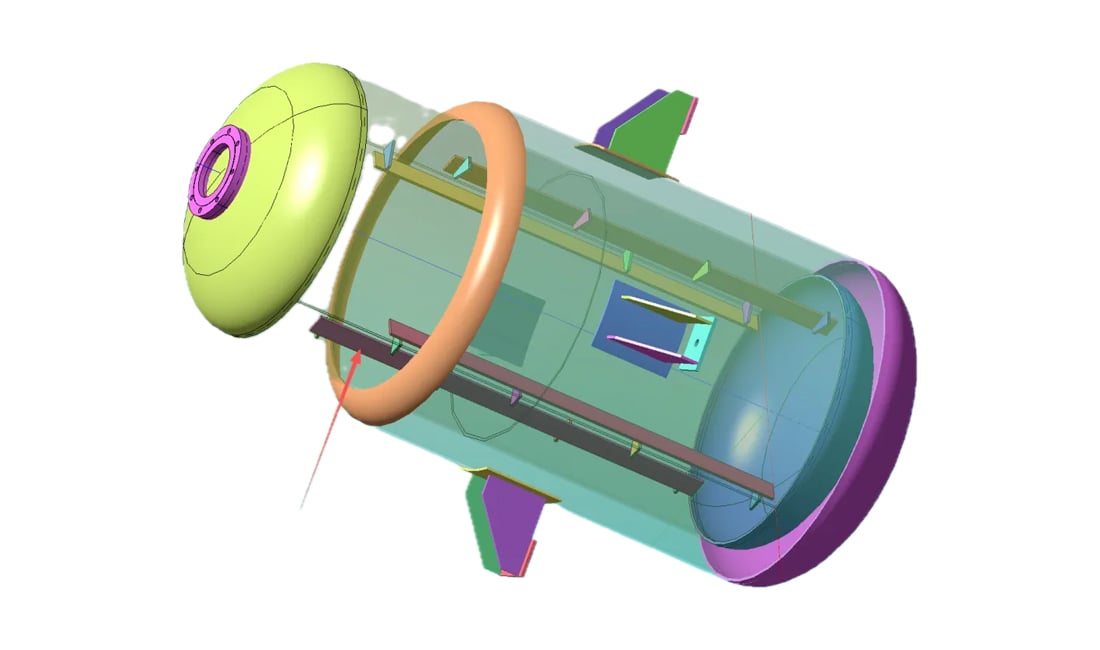
Ⅰ. Reactor General Requisitos técnicos
La estructura en 3D muestra la configuración general de un reactor horizontal con un eje agitador, componentes de soporte internos y orejetas de elevación externas. Los requisitos fundamentales son los siguientes:
- Montaje básico: Por defecto, los orificios para los pernos de la brida están distribuidos uniformemente a lo largo de los ejes horizontal-vertical y sur-norte, y las orejetas de elevación solo pueden utilizarse para levantar el equipo sin carga.
- Inspección del material: Las cabezas de acero inoxidable austenítico se inspeccionan de acuerdo con GB/T 150.4-2024, y el contenido de ferrita se determina de acuerdo con GB/T 1954-2008debe ser ≤25%. Si se supera este valor, es necesario realizar un tratamiento térmico para restablecer el rendimiento.
- Control de precisión: La tolerancia de verticalidad de la brida del agitador y la superficie de contacto es ≤1‰ del diámetro exterior de la brida; el agitador debe someterse a una prueba de equilibrado estático, en la que la deflexión radial en el extremo superior del eje sea ≤0,5 mm y el desplazamiento axial sea ≤±0,2 mm.
- Procedimiento de ensayo: En primer lugar, se realiza un ensayo de presión del recipiente interior, seguido de un ensayo de presión de la camisa, con agua que contenga un contenido de iones de cloruro ≤25 mg/L. Tras el montaje, se lleva a cabo una prueba de funcionamiento de 30 minutos con agua como sustituto de los materiales a presión normal, con un volumen de llenado de entre 80% y 85% del volumen total, seguido de un aumento gradual de la presión hasta la presión de diseño y un tiempo de mantenimiento de ≥4 horas.
- Superficie y seguridad: Las superficies interior y exterior del acero inoxidable se someten a un proceso de decapado y pasivación, sin que se detecten manchas azules mediante el método del punto azul; la superficie exterior del acero al carbono se somete a un granallado hasta alcanzar el grado Sa2,5 y, a continuación, se pinta; la resistencia de puesta a tierra estática del equipo es ≤10 Ω; se realizan inspecciones periódicas de acuerdo con TSG 21-2016 para comprobar que la vida útil real se ajusta a la vida útil prevista.
Ⅱ. Intercambiador de calor Requisitos técnicos generales
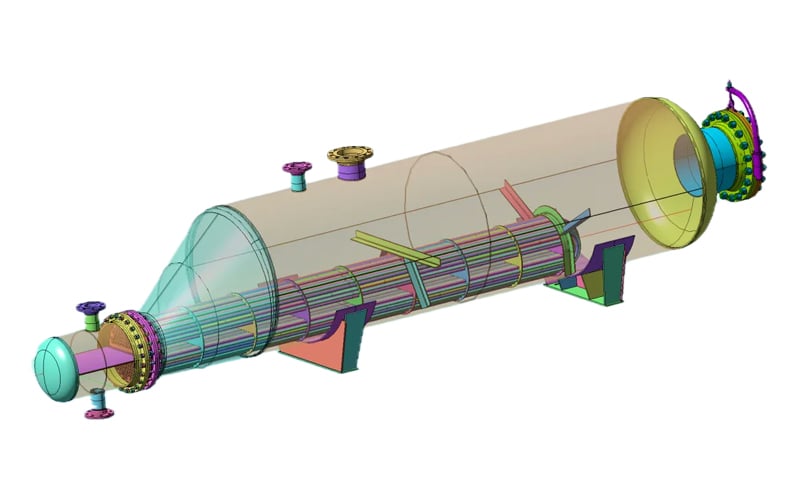
La estructura en 3D muestra la configuración de un intercambiador de calor de carcasa y tubos con haces de tubos, cajas de tubos y varias aberturas para tubos (N1~N4). Los requisitos fundamentales son los siguientes:
- Montaje básico: Los orificios para los pernos de la brida están distribuidos uniformemente a lo largo de la línea central de forma predeterminada, y las orejetas de elevación de la caja de tubos solo pueden utilizarse para levantar la caja de tubos sin carga, quedando estrictamente prohibido levantar todo el equipo; la tolerancia de verticalidad entre la superficie de sellado de la placa de tubos y el eje de la carcasa es de 1 mm.
- Gestión de los tubos de intercambio de calor: Tubos sin costura trefilados en frío que cumplen con GB/T 13296-2023 se utilizan, no se empalman, y cumplen los requisitos de NB/T 47019.5-2021, con una desviación del diámetro exterior de ±0,1 mm y una desviación del espesor de la pared de ±0,2 mm, y se fabrican y aprueban de acuerdo con los requisitos para los haces de tubos de Clase I.
- Inspección de soldaduras: El contenido de ferrita en las tapas de acero inoxidable austenítico y en las juntas de dilatación de acero inoxidable es el mismo que el establecido en la norma del reactor; la soldadura de los tubos de intercambio de calor y las placas tubulares se realiza mediante soldadura por arco de argón con alambre de aportación, en al menos dos pasadas, con los puntos de inicio de las dos pasadas desplazados 120°, y una inspección 100% PT (Clase I) tras cada pasada, de acuerdo con NB/T 47013.5-2015; las soldaduras entre la placa de tubos y el cilindro de la carcasa, así como las soldaduras entre materiales diferentes, se someten a una inspección por termografía (100%) (Clase I); la soldadura de cierre final se somete a una inspección por ultrasonidos (100%) (Clase B, Clase I) de acuerdo con NB/T 47013.3-2023.
- Pruebas y protección anticorrosiva: En primer lugar, se realiza una prueba de presión con agua en el curso de la carcasa para comprobar los cabezales de los tubos y, una vez superada, se lleva a cabo una prueba de presión en el curso de los tubos, con agua a una presión tal que el contenido de iones de cloruro sea ≤25 mg/L; la superficie interior y los cabezales de los haces de tubos de acero al carbono se protegen con recubrimientos anticorrosivos TH-901 o SHY-99.
- Otros requisitos: El decapado y la pasivación del acero inoxidable, la conexión a tierra estática y las normas de inspección periódica son las mismas que las aplicables a los reactores.
Ⅲ. Tower General Requisitos técnicos
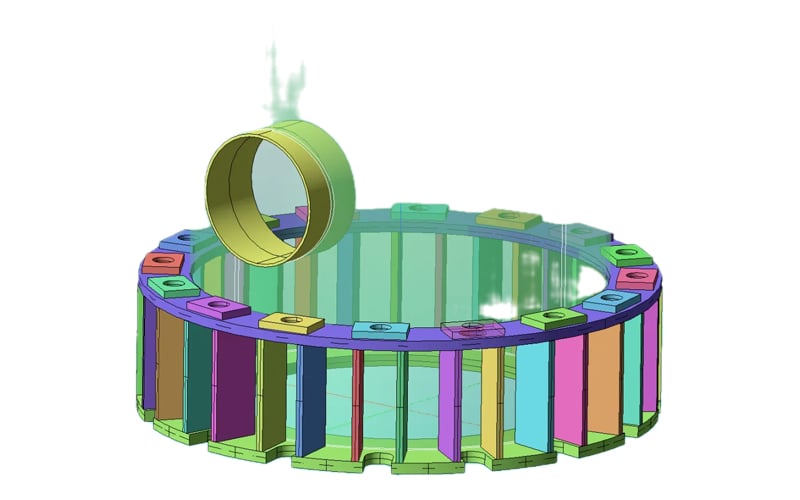
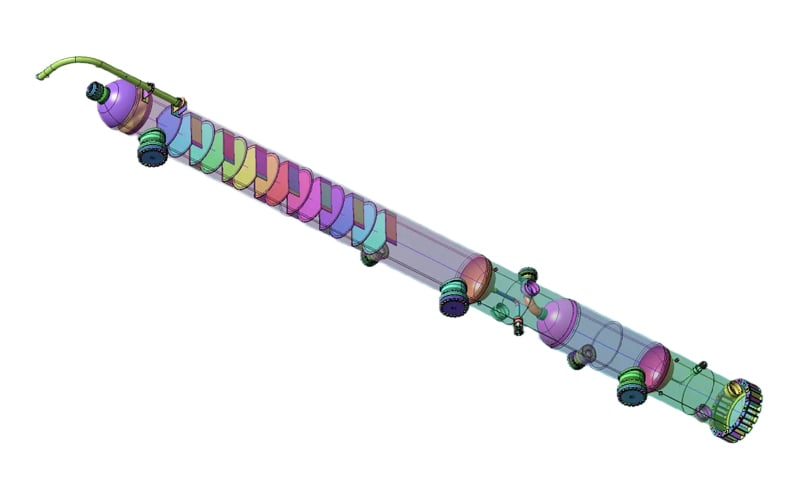
La estructura en 3D muestra la configuración de una torre vertical con múltiples bandejas, múltiples aberturas para tubos y un faldón, así como el esquema detallado del anillo de unión del faldón. Los requisitos fundamentales son los siguientes:
- Control de la precisión geométrica: La tolerancia de redondez del cuerpo de la torre es ≤1%Di; la tolerancia de rectitud del cilindro en cualquier tramo de 3000 mm de longitud es ≤3 mm; la tolerancia de rectitud total es de 27 mm, y la tolerancia de verticalidad de la instalación es ≤32 mm; la tolerancia de planitud del anillo de soporte de la bandeja de la torre es de 3 mm; la tolerancia multiposición de los dos tubos de conexión del indicador de nivel es ≤1,5 mm, y la verticalidad de la superficie de la brida es ≤0,5/100 del diámetro exterior de la brida.
- Control del proceso de montaje: La apertura y soldadura de las bocas de inspección y las uniones de tuberías de gran diámetro situadas a menos de 1500 mm de la cara final presegmentada deben realizarse tras la soldadura circunferencial; el anillo aislante y los accesorios o soldaduras pueden desplazarse hacia arriba o hacia abajo 50 mm, o bien desconectarse, si interfieren; todos los elementos externos fijados a la torre sometida a tratamiento térmico global deben soldarse antes del tratamiento térmico, y queda estrictamente prohibida la soldadura en la envolvente de la torre tras el tratamiento térmico.
- Inspección de soldaduras: Las soldaduras entre materiales diferentes, las soldaduras entre la falda y la cabeza y las soldaduras de las orejetas de elevación se someten a una inspección PT según la norma 100% (Clase I); las uniones a tope de las orejetas de elevación tipo eje se someten a una inspección RT según la norma 100% (Clase AB, Clase II) de conformidad con NB/T 47013.2-2015, y el resto de uniones se someten a una inspección 100% MT (Clase I) de conformidad con NB/T 47013.4-2015; las soldaduras de los cierres, realizadas in situ, se someten a inspecciones RT en 100% y UT en 100%, cumpliendo con los requisitos de Clase II y Clase I, respectivamente.
- Requisitos de instalación: Las tuberías, escaleras y capas de aislamiento de la torre deben instalarse al mismo tiempo que la propia torre, quedando estrictamente prohibido que la torre quede sin revestimiento en la obra.
- Otros requisitos: La disposición de los orificios para los pernos de las bridas, el control del contenido de ferrita, el límite de iones de cloruro en la presión del agua, el tratamiento superficial, la conexión a tierra estática y las normas de inspección periódica son las mismas que las de los dos primeros tipos de equipos.
III. Requisitos técnicos especiales para equipos químicos
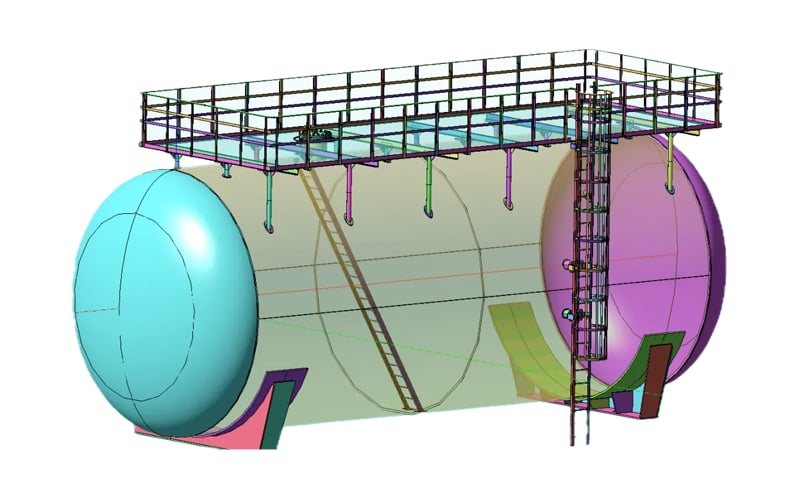
La estructura en 3D muestra la estructura auxiliar de un gran recipiente a presión con una plataforma de trabajo superior, una escalera recta y una escalera inclinada, cuyos requisitos en cuanto al material del núcleo, la soldadura y la inspección superan las normas generales:
- Nueva inspección de materiales y rendimiento: Los elementos de presión N10675 se someten a una nueva inspección de acuerdo con TSG 21-2016; la microestructura del acero dúplex S25073 es austenita-ferrita, con un contenido de austenita de 40%~60%; la energía de impacto longitudinal media de las piezas forjadas de brida de 16Mn a -20 ℃ es ≥41 J, permitiéndose que una sola pieza de ensayo sea ≥16,8 J; la energía media de impacto con muesca en V de los pernos de 35CrMoA a -35 ℃ es ≥41 J, permitiéndose que una sola pieza de ensayo tenga un valor ≥29 J.
- Inspección de alta precisión: Las soldaduras de acero inoxidable austenítico con un espesor >20 mm se someten a una inspección según la norma 100% PT (Clase I); los materiales de acero inoxidable en contacto con el medio se someten a ensayos de corrosión intergranular según el método E de GB/T 4334-2020, sin que se produzcan grietas tras la flexión; tras la prueba de presión de agua, se realiza una prueba de fugas de helio utilizando una pistola de succión, con helio ≥10%, una presión de prueba de 0,1 MPa y un tiempo de mantenimiento de ≥30 minutos, considerándose apto un índice de fuga ≤1×10⁻⁶ Pa·m³/s.
- Montaje y entrega: La superficie interior, el eje del agitador y el impulsor del equipo están pulidos hasta alcanzar un nivel no inferior a Ra 0,8; todas las soldaduras son continuas y completas, con un radio de redondeo de las esquinas ≥ 3 mm; los elementos de fijación de acero al carbono están recubiertos con agentes antioxidantes, y los pernos de acero inoxidable están recubiertos con disulfuro de molibdeno para evitar el agarrotamiento; el recubrimiento galvanizado en caliente de las bridas activas de acero al carbono es ≥70 μm, y el recubrimiento de las piezas estándar de acero al carbono es ≥50 μm; el equipo se llena con nitrógeno seco a 0,05 MPa para su protección en el momento de la entrega, con un punto de referencia de instalación marcado a 0°, y las superficies de sellado de las aberturas de los tubos se sellan con placas de cubierta provistas de juntas de goma.
IV. Requisitos técnicos generales para los equipos farmacéuticos
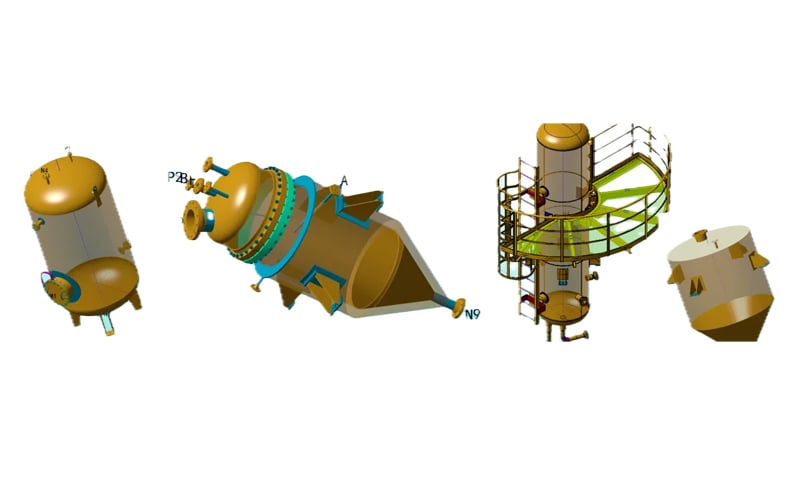
La estructura en 3D muestra varios cuerpos de depósitos de grado farmacéutico y estructuras de equipos de cristalización con escaleras de acceso externas y plataformas, cuyos requisitos fundamentales deben cumplir con las normas de higiene de la producción farmacéutica:
- Nivel de pulido: La superficie interior se pule mecánica y electroquímicamente hasta alcanzar un valor ≤Ra 0,4 μm, y la superficie exterior se pule mecánicamente hasta alcanzar un valor ≤Ra 0,8 μm, con un acabado cepillado.
- Validación de la limpieza: Se han realizado la prueba de drenaje y la prueba con bola pulverizadora, de acuerdo con la norma ASME BPE, para garantizar la cobertura de la superficie interior según la norma 100%, utilizando agua pura para la prueba; una vez superada la prueba de presión de agua, se enjuagan las superficies interior y exterior con agua pura.
- Control de conformidad: Los materiales de sellado en contacto con el material cumplen los requisitos de la norma 21 CFR 177 de la FDA; las soldaduras de las esquinas de las bridas de las bocas de inspección y de los equipos se someten a inspección PT según la norma 100% (Clase I); la inspección RT de las soldaduras a tope de la camisa de medio tubo según la norma 20% y la inspección RT de las soldaduras cubiertas según la norma 100% son ambas de Clase I.
- Adaptación de detalles: Se debe comprobar previamente la interferencia entre la salida de la válvula inferior del depósito y la capa inferior de aislamiento, y ajustar la estructura de aislamiento según sea necesario; la orejeta de elevación solo soporta el peso en vacío del cuerpo del depósito, sin incluir el peso del agitador.
V. Conclusiones clave
- Requisitos generales comunes a todas las categorías: Los cuatro tipos de recipientes a presión deben cumplir unos requisitos claros en cuanto al contenido de ferrita en el acero inoxidable austenítico ≤25%, el contenido de iones de cloruro en la prueba de presión hidráulica ≤25 mg/l, la resistencia estática de puesta a tierra ≤10 Ω y la realización de inspecciones periódicas de acuerdo con TSG 21-2016, lo que permite establecer una referencia básica unificada en materia de seguridad.
- Sistema de inspección de soldaduras altamente estandarizado: Todas las categorías de soldaduras entre materiales diferentes y de accesorios clave requieren una inspección por PT según la norma 100% (Clase I), junto con inspecciones especiales adicionales por UT, RT y MT para los distintos equipos en función de sus características estructurales, abarcando todos los puntos de riesgo de las soldaduras que no pueden verificarse visualmente.
- Cierre higiénico independiente para equipos farmacéuticos: desde el pulido de precisión hasta la validación de la limpieza y los materiales de sellado conformes con la FDA, cumple plenamente con los requisitos obligatorios de la producción farmacéutica en cuanto a la ausencia de residuos y la facilidad de desinfección.
¿Quiere saber más sobre nuestros productos?
Ver todos los productos