Общий технический регламент по производству сосудов под давлением всех категорий: подробный аналитический отчет
Перейти к разделу
I. Обзор технических требований по основным категориям
Настоящая спецификация охватывает четыре основных типа оборудования с сосудами под давлением, используемого в химической промышленности, и дополняется общими специальными требованиями, а также отдельными стандартами для оборудования фармацевтического назначения, с соответствующими трехмерными схемами конструкции, обеспечивающими наглядное представление форм оборудования, что позволяет сформировать замкнутую систему производства и контроля на всех этапах технологического процесса и по всем категориям оборудования.
II. Общие технические требования по категориям
Ⅰ. Общие сведения о реакторе Технические требования
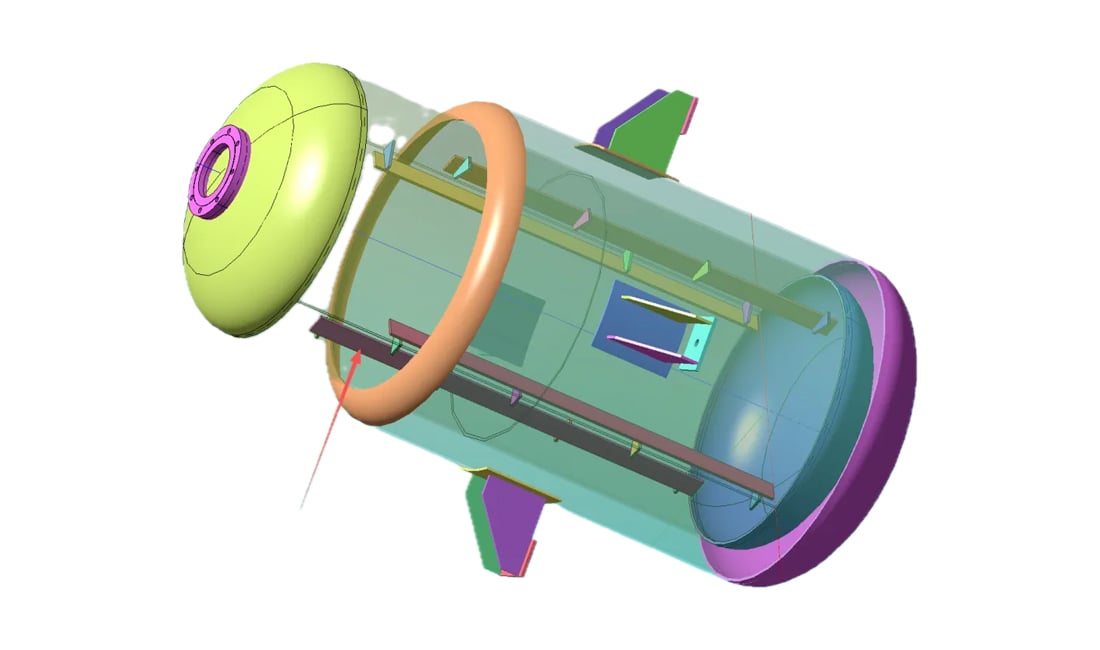
На 3D-модели показана общая конструкция горизонтального реактора с валом мешалки, внутренними опорными элементами и внешними подъемными проушинами. Основные требования следующие:
- Базовая сборка: по умолчанию отверстия для болтов фланца равномерно распределены по горизонтально-вертикальным/юг-северным осевым линиям, а подъемные проушины предназначены исключительно для подъема оборудования без груза.
- Контроль качества материала: Головки из аустенитной нержавеющей стали проходят контроль в соответствии с GB/T 150.4-2024, а содержание феррита определяется в соответствии с GB/T 1954-2008не превышать 25%. В случае превышения этого значения требуется термообработка для восстановления эксплуатационных характеристик.
- Точное регулирование: допуск по вертикальности фланца мешалки и сопрягаемой поверхности составляет ≤1‰ от внешнего диаметра фланца; мешалка должна пройти испытание на статическую балансировку, при этом радиальное отклонение на верхнем конце вала должно быть ≤0,5 мм, а осевое смещение — ≤±0,2 мм.
- Порядок испытаний: сначала проводится испытание внутреннего контейнера под давлением, а затем — испытание рубашки под давлением с использованием воды, содержание ионов хлора в которой не превышает 25 мг/л. После сборки проводится 30-минутный пробный запуск с использованием воды в качестве заменителя материала при нормальном давлении, при этом объем наполнения составляет 80%~85% от общего объема, после чего давление постепенно повышается до расчетного значения и удерживается в течение ≥4 часов.
- Поверхность и безопасность: Внутренняя и наружная поверхности из нержавеющей стали проходят травление и пассивацию; при проверке методом «голубой точки» синих пятен не обнаруживается; наружная поверхность из углеродистой стали подвергается дробеструйной обработке до степени чистоты Sa2.5, после чего окрашивается; сопротивление заземления оборудования составляет ≤10 Ом; регулярные проверки проводятся в соответствии с TSG 21-2016 проверить соответствие фактического срока службы расчетному сроку службы.
Ⅱ. Теплообменник Общие технические требования
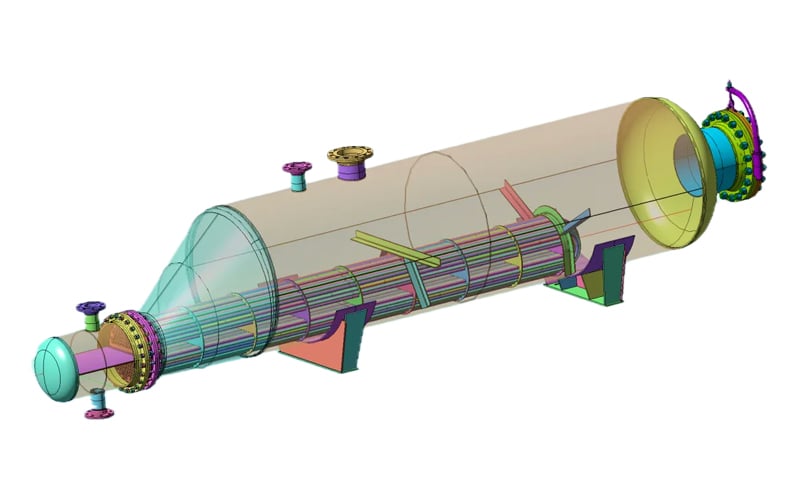
На 3D-модели показана конструкция кожухотрубного теплообменника с пучками труб, трубными коробками и несколькими отверстиями для труб N1–N4. Основные требования следующие:
- Основная сборка: отверстия для болтов фланца по умолчанию равномерно распределены по центральной линии, а подъемные проушины трубного блока предназначены исключительно для подъема самого трубного блока без груза; подъем всего оборудования с их помощью строго запрещен; допуск по вертикальности уплотняющей поверхности трубной решетки относительно оси корпуса составляет 1 мм.
- Управление трубами теплообменника: бесшовные трубы холодного проката, соответствующие GB/T 13296-2023 используются, а не сшиваются, и соответствуют требованиям NB/T 47019.5-2021, с отклонением наружного диаметра ±0,1 мм и отклонением толщины стенки ±0,2 мм, и изготавливаются и принимаются в соответствии с требованиями к трубным пучкам класса I.
- Контроль сварки: Содержание феррита в крышках из аустенитной нержавеющей стали и компенсаторах из нержавеющей стали соответствует стандарту для реакторов; сварка теплообменных труб и трубных донок выполняется методом аргонодуговой сварки с присадочной проволокой, не менее чем двумя проходами, при этом начальные точки двух проходов смещены на 120°, а после каждого прохода проводится контроль 100% PT (класс I) в соответствии с NB/T 47013.5-2015; сварные швы между трубной доской и цилиндром корпуса, а также сварные швы между разнородными материалами подвергаются ультразвуковому контролю в соответствии со стандартом 100% (класс I); сварной шов окончательной заделки подвергается ультразвуковому контролю в соответствии со стандартом 100% (класс B, класс I) согласно NB/T 47013.3-2023.
- Испытания и антикоррозионная защита: сначала проводится гидравлическое испытание корпусного яруса для проверки трубных головок, а после его успешного прохождения — испытание трубного яруса под давлением с использованием воды, содержание ионов хлора в которой не превышает 25 мг/л; внутренняя поверхность и головки труб в пучках из углеродистой стали защищаются антикоррозионными покрытиями TH-901 или SHY-99.
- Прочие требования: Правила по травлению и пассивации нержавеющей стали, заземлению статического электричества и проведению регулярных осмотров аналогичны правилам, действующим для реакторов.
Ⅲ. Генерал «Тауэр» Технические требования
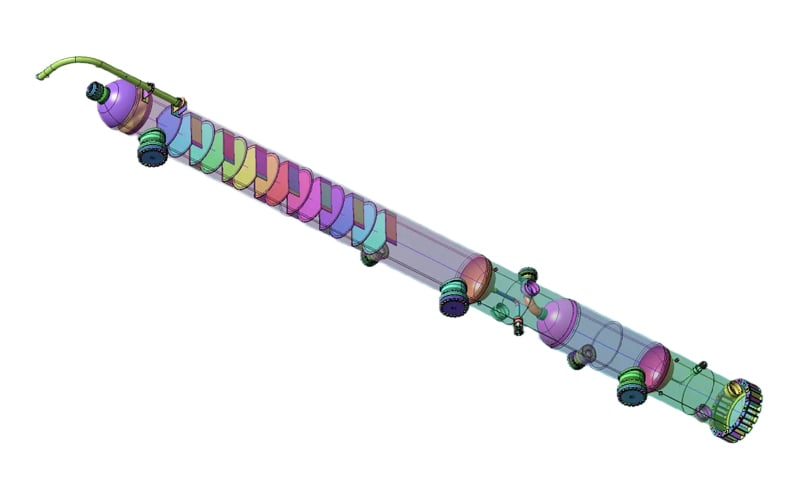
На 3D-модели показана конструкция вертикальной колоны с несколькими тарелками, множеством отверстий для труб и юбкой, а также подробная схема соединительного кольца юбки. Основные требования следующие:
- Контроль геометрической точности: допуск на округлость корпуса колонны составляет ≤1%Di, допуск на прямолинейность цилиндра на любом участке длиной 3000 мм — ≤3 мм, общий допуск на прямолинейность — 27 мм, а допуск на вертикальность при монтаже — ≤32 мм; допуск на плоскостность опорного кольца тарелки колонны составляет 3 мм; допуск на многопозиционное расположение двух соединительных труб уровнемера составляет ≤1,5 мм, а допуск на вертикальность поверхности фланца составляет ≤0,5/100 от внешнего диаметра фланца.
- Контроль процесса сборки: прорезание и сварка люков и соединений крупных труб на расстоянии до 1500 мм от предварительно сегментированной торцевой поверхности должны выполняться после сварки кольцевого шва; изоляционное кольцо и фурнитура/сварные швы могут быть сдвинуты вверх или вниз на 50 мм либо отсоединены, если они мешают; все внешние крепления башни, прошедшей общую термообработку, должны быть приварены до термообработки, а сварка на корпусе башни после термообработки строго запрещена.
- Контроль сварных швов: сварные швы из разнородных материалов, сварные швы между юбкой и головкой, а также сварные швы на подъемных проушинах проходят неразрушающий контроль по методу PT по стандарту 100% (класс I); стыковые соединения подъёмных проушин валового типа подвергаются контрольному обследованию методом радиографического контроля (RT) в соответствии со стандартом 100% (класс AB, класс II) согласно NB/T 47013.2-2015, а остальные соединения проходят контроль 100% MT (класс I) в соответствии с NB/T 47013.4-2015; сварные швы на месте монтажа проходят контроль методом термографического контроля (RT) для 100% и ультразвукового контроля (UT) для 100%, при этом результаты соответствуют классу II и классу I соответственно.
- Требования к монтажу: Присоединяемые к колонне трубопроводы, лестницы и теплоизоляционные слои должны монтироваться одновременно с установкой колонны; категорически запрещается оставлять колонну без покрытия на строительной площадке.
- Прочие требования: Расположение отверстий для болтов фланцев, контроль содержания феррита, предельное содержание ионов хлора в воде под давлением, обработка поверхности, заземление и правила проведения регулярных осмотров соответствуют требованиям, установленным для первых двух типов оборудования.
III. Особые технические требования к химическому оборудованию
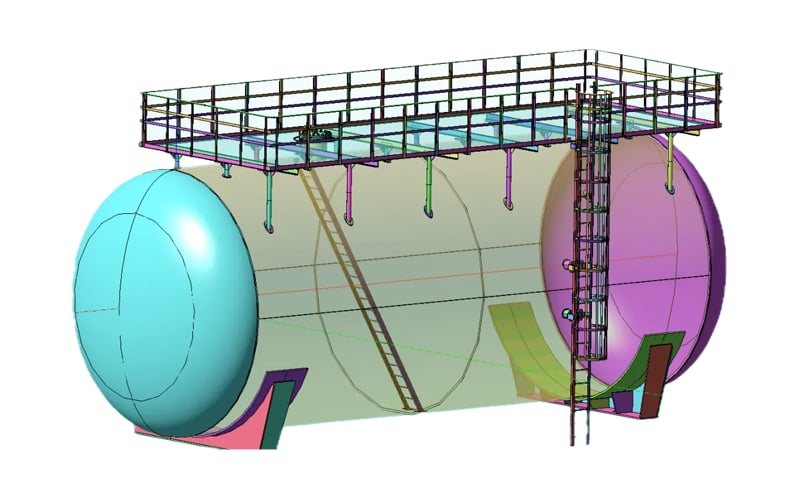
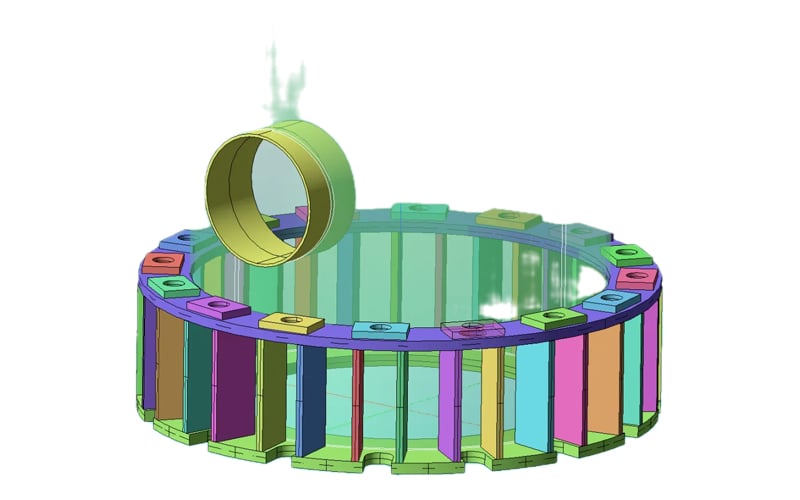
На 3D-модели показана вспомогательная конструкция крупного сосуда под давлением с верхней рабочей платформой, прямой лестницей и наклонной лестницей, при этом требования к материалам сердечника, сварке и контролю качества превышают общие стандарты:
- Повторный контроль качества материалов и эксплуатационные характеристики: Элементы под давлением N10675 проходят повторный контроль качества в соответствии с TSG 21-2016; микроструктура дуплексной стали S25073 представляет собой аустенит-феррит, причем содержание аустенита составляет 40%~60%; средняя продольная энергия удара кованых фланцев из стали 16Mn при температуре -20 °C составляет ≥41 Дж, при этом для одного образца допускается значение ≥16,8 Дж; средняя энергия удара с V-образной надрезом болтов из стали 35CrMoA при температуре -35 °C составляет ≥41 Дж, при этом для одного образца допускается значение ≥29 Дж.
- Высокоточный контроль: сварные швы из аустенитной нержавеющей стали толщиной более 20 мм проходят контроль методом 100% PT (класс I); материалы из нержавеющей стали, контактирующие со средой, подвергаются испытаниям на межкристаллитную коррозию в соответствии с методом E GB/T 4334-2020, без трещин после изгиба; после испытания под давлением воды проводится испытание на герметичность гелием с использованием вакуумного пистолета, при этом балон заполняется гелием ≥10%, испытательное давление составляет 0,1 МПа, время выдержки — ≥30 минут; допустимая скорость утечки составляет ≤1×10⁻⁶ Па·м³/с.
- Сборка и поставка: Внутренняя поверхность, вал мешалки и рабочее колесо оборудования отполированы до уровня не ниже Ra 0,8; все сварные швы выполнены сплошной сваркой, с радиусом закругления углов ≥3 мм; крепежные детали из углеродистой стали покрыты антикоррозионными средствами, а болты из нержавеющей стали — антизадирочным покрытием из дисульфида молибдена; толщина горячего цинкового покрытия на рабочих фланцах из углеродистой стали составляет ≥70 мкм, а на стандартных деталях из углеродистой стали — ≥50 мкм; оборудование при отгрузке заполняется сухим азотом под давлением 0,05 МПа для защиты, с отметкой опорной точки установки 0°, а уплотняющие поверхности отверстий труб герметизируются крышками с резиновыми прокладками.
IV. Общие технические требования к фармацевтическому оборудованию
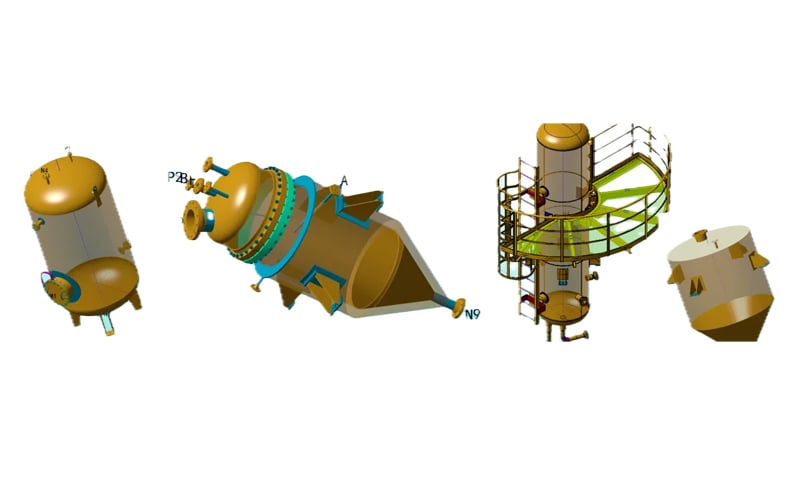
На 3D-модели показаны несколько корпусов резервуаров фармацевтического класса и конструкций кристаллизационного оборудования с наружными лестницами и платформами, основные требования к которым заключаются в обеспечении соответствия санитарно-гигиеническим нормам фармацевтического производства:
- Степень полировки: Внутренняя поверхность подвергается механической и электрохимической полировке до значения Ra ≤ 0,4 мкм, а внешняя поверхность — механической полировке до значения Ra ≤ 0,8 мкм с матовой отделкой.
- Валидация очистки: Проведены испытания на дренаж и с помощью распылительного шарика в соответствии со стандартом ASME BPE для обеспечения покрытия внутренней поверхности в соответствии с требованиями 100%; для испытаний использовалась чистая вода; после успешного прохождения испытания под давлением внутренние и внешние поверхности промываются чистой водой.
- Контроль соответствия: уплотнительные материалы, контактирующие с продуктом, соответствуют требованиям FDA 21CFR177; угловые сварные швы люков и фланцев оборудования проходят радиографический контроль по стандарту 100% (класс I); радиографический контроль (RT) стыковых сварных швов полутрубчатой оболочки по стандарту 20% и радиографический контроль (RT) скрытых сварных швов по стандарту 100% относятся к классу I.
- Детальная настройка: необходимо заранее проверить, не создается ли помех между нижним выпускным клапаном резервуара и нижней оболочкой теплоизоляции, и при необходимости скорректировать конструкцию теплоизоляции; подъемные проушины предназначены только для подъема собственного веса корпуса резервуара без учета веса мешалки.
V. Основные выводы
- Общие требования, применимые ко всем категориям: ко всем четырём типам сосудов под давлением предъявляются четкие требования: содержание феррита в аустенитной нержавеющей стали ≤25%, содержание ионов хлорида при испытании под давлением воды ≤25 мг/л, статическое сопротивление заземления ≤10 Ом, а также проведение регулярных осмотров в соответствии с TSG 21-2016, создавая единую базовую систему безопасности.
- Высокостандартизированная система контроля сварных швов: все категории сварных швов из разнородных материалов и ключевых соединительных элементов подлежат контролю методом PT по стандарту 100% (класс I) с дополнительными специальными проверками методами UT, RT и MT для различного оборудования в зависимости от его конструктивных особенностей, что позволяет охватить все участки сварных швов, представляющие риск, которые невозможно проверить визуально.
- Специализированные гигиенические уплотнения для фармацевтического оборудования: от высокой точности полировки и валидации очистки до уплотнительных материалов, соответствующих требованиям FDA, что полностью соответствует обязательным требованиям фармацевтического производства в отношении отсутствия остатков и простоты дезинфекции.
Хотите узнать больше о нашей продукции?
Посмотреть все товары сейчас